- About Us
- What's New
- Products
- Markets & Applications
- Engineered Packages
- Service
- Training
- Literature
- Case Studies
Food Processing Heat Exchangers

Home > Case Studies 3 > Food Processing Heat Exchanger Pumps
 Filter Press CleaningFood Processing Heat Exchanger PumpsBattery Breaker Screen WashingPumps For Misting ApplicationsMalting Plant Cleaning
Filter Press CleaningFood Processing Heat Exchanger PumpsBattery Breaker Screen WashingPumps For Misting ApplicationsMalting Plant Cleaning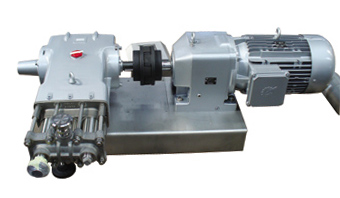 Scraped surface heat exchangers are widely used within the edible fats processing industry, but to provide the desired level of effectiveness the product being handled should be pumped at a constant pressure to achieve a constant liquid flow. This application is perfectly suited to triplex piston pumps manufactured by Cat Pumps.
Scraped surface heat exchangers are widely used within the edible fats processing industry, but to provide the desired level of effectiveness the product being handled should be pumped at a constant pressure to achieve a constant liquid flow. This application is perfectly suited to triplex piston pumps manufactured by Cat Pumps.
The Chemetator scraped surface heat exchanger is regarded by many food manufacturers as the industry standard as it gives the product a consistent texture on a continuous system from blending to packaging. Capable of handing heat sensitive and viscous materials at temperatures from -35ºC to +170ºC, the Chemetator is perfectly suited to operations where batch processing methods or conventional heat exchangers would be regarded as inefficient.
The process involved in cooling the margarine emulsion involves the fluid being pumped into the heat exchanger, where it’s temperature drops down to around 5ºC and becomes highly viscous. In this form, considerable pressure is required to keep an even and steady product flow through to the packaging line. In recent years processing trends within this particular food industry sector have been towards higher viscosities and lower temperatures, making it necessary for equipment manufacturers to introduce pumps that provide higher operating pressures. For Chemtech, the manufacturer of the Chemetator, this has resulted in the Company dropping its own pressure pumps in favour of Cat Pumps’ 6020SS Triplex piston pump.
The Uniflow design of Cat Pumps’ 6020SS pump provides continuous forward liquid flow, which gives a smooth operation. The wetted cups, floating pistons and seals are lubricated and cooled by the pumped liquid, in this application the liquid margarine, to give the pump a longer working life.
The advantages of triplex positive displacement pumps lie in their high efficiency, their ability to generate high pressure and to produce constant volume irrespective of the pressure. Because of that, where an application demands a controlled variable flow, they are eminently suited to using variable speed drives as the output is a linear function of the rpm, so removing the requirement for a complex algorithm to run the variable speed drive.
With greater emphasis now being placed on energy efficiency, using a triplex pump with a variable speed drive can provide very high efficiencies to a pumping system across a wide range of flow rates and pressures. Under these situations, a triplex pump should be high on the checklist as it is safe to say that this pump type will always operate at greater than 85% and can be as high as 95% depending on the pump type design and how it has been installed.
In the case of the Chemtech Chemetator heat exchanger, handling the margarine or shortenings in an emulsion form at temperatures between 45ºC and 60ºC is a simple operation for the Cat 6020SS. Because the pump is located downstream of the pasteuriser, the pump has to be hygienic to a level that is suited to the equipment user’s process, which is why an option with polished stainless steel valves and seats is specified
According to Nigel Smales, managing director of the Chemtech Division of TMCI Padovan SpA, this design pump is capable of handling more than 50% of the Company’s equipment requirements for margarines and shortenings. “The triplex piston was specified because there are few manufacturers in Europe that can offer a high pressure pump of this type that handle a capacity of up to 6 tons per hour, says Nigel Smales. “The Cat pump is rugged, cost effective, well built and has a good reputation within this industry. We take the pumps as bare shaft units and mount them on our own frames complete with drives, gearbox and ancillaries such as pressure relief valves, pulsation dampeners and suction line strainers. What our customers like about this type of pump is that it is easy to service and spares are readily available worldwide, which is most important to Chemtech because our business is a global one.”
“For our systems to give the customers the performance that they need, importance of the pumps cannot be understated”, continues Nigel Smales. “The pumps have to be of a basic level of hygiene, give the required pressures at all times, be leak-free and be reliable. Everyone knows Cat Pump’ for their water pumping duties, but their application capabilities go well beyond that and we are taking advantage of theses capabilities.”
| What's New | ||||||||||||||||||||||||
|
||||||||||||||||||||||||
| Other Links |
| View our latest news |
| Sign up for E-mail Updates |
Literature |
|||
Technical Help |
|||
Troubleshooting |
|||
Contact UsTel: 01252 622031sales@catpumps.co.uk
|
|||
|
CERTIFIED MANAGEMENT SYSTEM - ISO 9001:2015 |
|||
|
|
|||
 |
|||
Home About Us What's New Service & Repair Markets & Applications Products Engineered Packages Literature Case Studies Sitemap
High Pressure Cleaning Equipment Cleaning and Wash Down Misting, Cooling & Fogging Pumps Energy, Oil & GasConstruction & QuarryingTransport & VehiclesAgriculture, Food & DrinkMetalworking & ManufacturingChemical & ProcessingWater, Environment & Waste






